Um dos temas que mais me tem intrigado nos últimos tempos é: OK, algumas empresas começam a usar o Balanced Scorecard e a monitorizar indicadores. E como é que tomam decisões? Que método seguem para interpretar os dados? Quando é que agem e quando é que ficam paradas?
Vejamos esta história...
Uns dias são melhores do que outros
Um dia, um amigo encontrou um gráfico que sumariava a “percentagem diária de pares defeituosos”, na parede do escritório do director geral de uma fábrica de sapatos.
Intrigado, o meu amigo perguntou ao director geral porque é que tinha o gráfico afixado na parede. Este respondeu que mantinha o gráfico para saber como é que a fábrica ia. Aí, o meu amigo, imediatamente retorquiu “Então, como é que vai a fábrica?”. Evidentemente nunca ninguém tinha feito essa pergunta ao director geral, porque ele fez uma pausa, olhou para o gráfico na parede, e depois disse, “Bem… uns dias são melhores do que outros!”
Apesar do director geral ter os dados representados sob a forma gráfica e sentir que estes eram suficientemente importantes para serem registados diariamente, ele não tinha um método formal para analisar e interpretar os valores.
Os dados têm de ser filtrados para se tornarem inteligíveis. Esta operação de filtragem tanto pode basear-se na experiência, nos pressupostos e presunção pessoal, como pode ser mais formal e objectiva. É claro, uma experiência inadequada, presunções erradas, ou pressupostos inapropriados podem resultar em interpretações incorrectas. Mesmo assim, muitos gestores ainda usam estas abordagens para analisar os dados, e no fim, tudo o que podem dizer é que… uns dias parecem ser melhores do que outros.

Sem o cálculo de limites, a série temporal de dados brutos neste gráfico pouco revela acerca da natureza do processo.

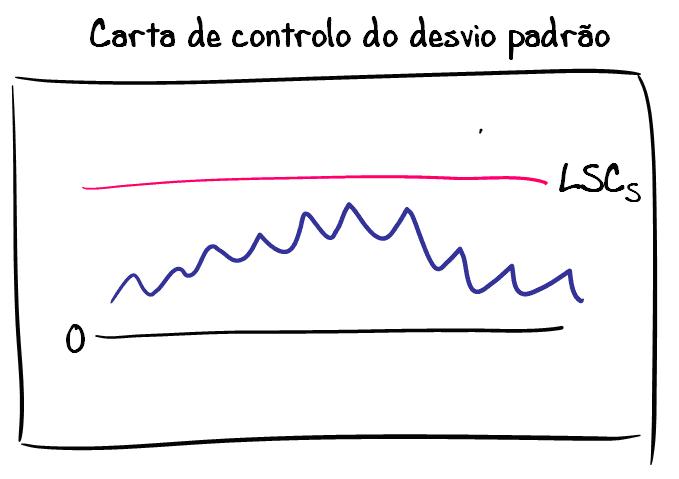
Uma vez calculados os limites, esta carta retrata o comportamento do processo e mostra que o processo é previsível, não são evidentes tendências ou qualquer sequência longa de pontos acima ou abaixo da linha central.
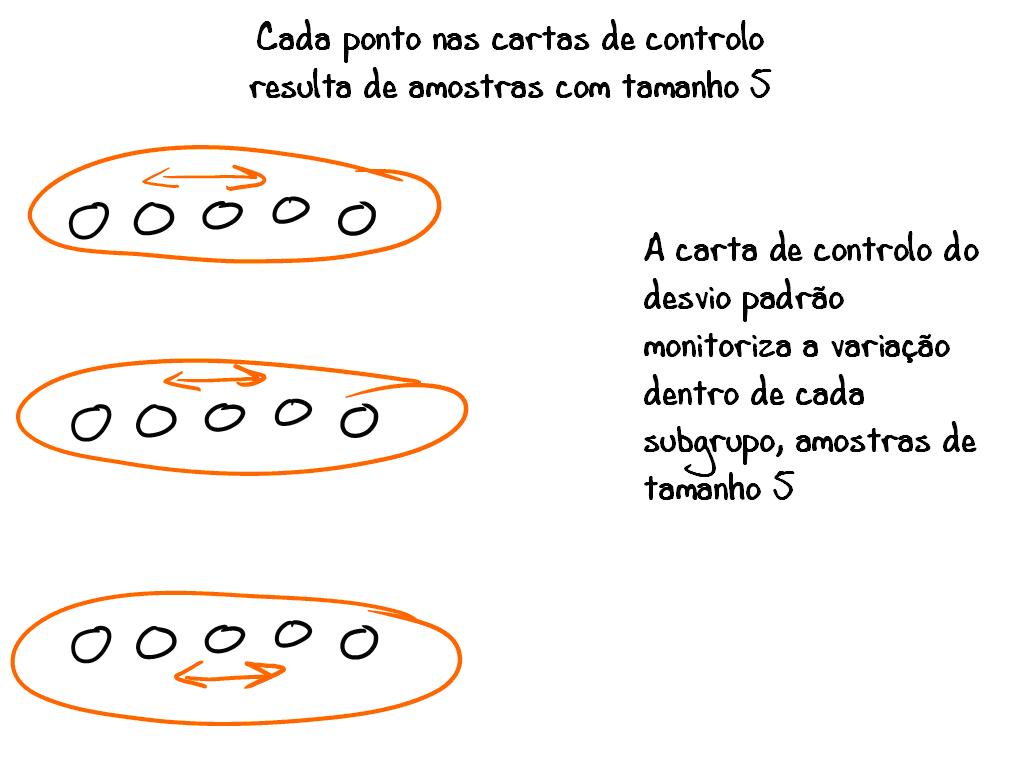
Foi Walter Shewhart (Economic Control of Quality of Manufactured Product, D. Van Nostrand Co., 1931) quem primeiro criou, uma forma eficaz de definir a “voz do processo”. Chamou-lhe carta de controlo, ainda que um nome mais adequado seja “carta do comportamento de um processo”. Uma carta do comportamento de um processo começa com a representação gráfica de uma série temporal. Adiciona-se uma linha central que serve de referência visual, para detectar mudanças ou tendências, e são desenhados limites (calculados a partir dos dados) equidistantes de cada lado da linha central. A chave para a eficácia destas cartas é a forma como os limites são calculados.
A carta “Percentagem diária de pares defeituosos: com limites calculados”, consiste numa sequência de valores isolados. Em outras situações, uma carta do comportamento de um processo pode ser baseada numa série temporal de valores médios, de amplitudes, ou uma outra função dos dados em bruto. Apesar de existirem diferentes tipos de cartas de comportamento de um processo, todas são interpretadas da mesma maneira, e todas revelam diferentes aspectos de um processo.
A carta do comportamento de um processo define não só a voz do processo, como também caracteriza o comportamento da série temporal. Por vezes, iremos encontrar séries temporais bem comportadas. Tais séries são previsíveis, coerentes e estáveis ao longo do tempo. Mais frequentemente, as séries temporais não são tão bem comportadas. As linhas horizontais, numa carta do comportamento de um processo, proporcionam pontos de referência para ajudar a ilustrar que tipo de comportamento é assumido por uma série temporal.
Parafraseando Shewart, diz-se que um processo é previsível quando, com base na experiência passada, podemos caracterizar, pelo menos dentro de certos limites, como é que o processo se comportará no futuro. Assim, a essência daquilo a que Shewart chamou “controlo estatístico” é a previsibilidade.
Esta distinção entre previsibilidade e imprevisibilidade é importante porque a capacidade de prever o futuro é essencial para os negócios. A previsibilidade é um valor importante para qualquer processo porque facilita o trabalho dos gestores. Quando um processo é imprevisível, a série temporal é imprevisível, e tentar fazer planos usando uma série temporal imprevisível, normalmente resulta mais em frustração do que em sucesso.
A terminologia de Shewart acerca de “variação controlada” e “variação não controlada” deve ser entendida no contexto de previsibilidade e imprevisibilidade, em vez de no sentido de ter capacidade de exercer controlo. O utilizador não estabelece os limites, assim, é mais correcto falar de “processos previsíveis” e de “processos imprevisíveis”.
A carta de comportamento de um processo relativa a “Percentagem diária de pares defeituosos: com limites calculados”, mostra uma série temporal que se mantém dentro dos limites calculados, sem qualquer indício óbvio de tendência ou sequência longa de pontos, acima ou abaixo da linha central. Assim, este processo parece ser previsível.
Desempenho previsível não é necessariamente a mesma coisa que desempenho desejável. É de salientar a forma como a carta de comportamento de um processo nos pode ajudar a interpretar os dados. Em primeiro lugar, a carta foi usada para caracterizar o comportamento dos dados: São previsíveis ou não? Em segundo lugar, a carta permite-nos prever o que esperar no futuro: a voz do processo.
Por fim, há que diferenciar a interpretação que o director geral faz dos dados, da interpretação baseada na carta de comportamento de um processo. Uns dias apenas parecem ser melhores do que outros. Na verdade, tanto os “bons” dias como os “maus” dias vieram do mesmo processo.
A menos que o processo seja modificado de forma relevante, a fábrica continuará a produzir qualquer número entre 7,7 e 29,3% de pares de sapatos defeituosos, com uma média diária de cerca de 18,5%. Assim, a empresa precisa de começar a fazer a reengenharia dos seus processos ou, arranjar um ponto de venda para os seus produtos defeituosos.
Tentar descobrir porque é que num dia a taxa de defeitos é de 10% e noutro é de 25% não tornará ninguém mais esperto. De facto, poderá até mesmo baixar o QI da empresa, ao encorajar as pessoas a acreditarem em falsas explicações.
A variação excepcional merece ser interpretada como um sinal de que algo é diferente, mas a variação rotineira não é sinal de mudança real. Conhecer a diferença é fundamental para fazer melhorias.
Adaptado de “What are Shewart’s charts” de Donald J. Wheeler, “Quality Digest Magazine” Janeiro de 1998





%2014.31.jpeg)
%2012.51.jpeg)








/https%3A%2F%2Fhbr.org%2Fresources%2Fimages%2Farticle_assets%2F2019%2F07%2FW190709_REDMAN_INVOICING1.png)
/https%3A%2F%2Fhbr.org%2Fresources%2Fimages%2Farticle_assets%2F2019%2F07%2FW190709_REDMAN_INVOICING2.png)








%2006.21.jpeg)